

查看详情
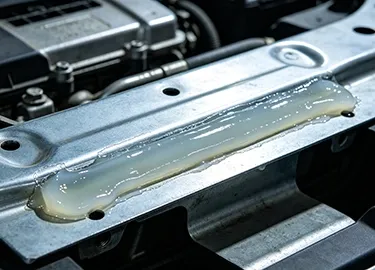
NVH expandable sealant is a thermally activated adhesive material that remains dimensionally stable at room temperature and expands upon exposure to baking oven heat, filling structural cavities to seal gaps, attenuate vibration, and block airborne noise transmission. It is engineered specifically for automotive body-in-white assemblies and high-speed rail interior structures where passive acoustic control is built directly into the manufacturing process.
NVH stands for Noise, Vibration, and Harshness — three interconnected performance parameters that define how quiet and refined a vehicle feels to its occupants. Expandable sealant addresses all three simultaneously by converting hollow structural cavities from noise-radiating chambers into sealed, damped volumes. Unlike spray-applied deadeners or pressed-felt pads that are added after assembly, expandable sealant is placed as a pre-formed strip or bead before the body enters the paint oven, making it a zero-labor, process-integrated solution.
The material is a composite of thermoplastic or rubber-based matrix blended with chemical blowing agents. At ambient temperature it handles like a firm, non-tacky solid — safe to place, reposition, and ship without deformation or adhesion concerns. Once the body-in-white reaches oven temperatures at or above the decomposition threshold, the blowing agent activates, and the material expands to fill the surrounding cavity, bonds to adjacent substrates, and cures into a semi-rigid foam structure.
Assembly stage: pre-formed sealant clips or strips are placed onto steel flanges, nylon carriers, or pillar reinforcements during body build. No adhesive primer is required; the material self-locates and remains stable during welding, handling, and transport.
Paint oven bake (≥150°C): the body enters the electrocoat or topcoat oven. When the part temperature crosses the decomposition threshold — either 150°C or 170°C depending on the grade — the blowing agent releases gas uniformly throughout the matrix.
Expansion and gap filling: within minutes the material expands 8× to 18× its original volume, pressing against surrounding steel or nylon surfaces with enough force to achieve intimate contact and mechanical adhesion without any supplemental fastener.
Sealed cavity: after oven exit and cool-down, the expanded foam is dimensionally locked. The cured structure provides a continuous acoustic barrier, a resilient vibration damper, and a moisture-resistant seal across the full cross-section of the cavity.
This four-step process — Assembly → Oven Bake → Expansion → Sealed Cavity — integrates sound package performance into the existing paint shop cycle with no added cycle time and no secondary assembly operation.
Controlled expansion ratio is the most critical parameter in sealant specification. Insufficient expansion leaves gaps; excessive expansion can distort thin sheet metal. Joysun's NVH expandable adhesive grades are engineered to deliver ratios from 8× to 18× depending on cavity geometry and bake temperature, giving engineers precise control over foam density, hardness, and acoustic insertion loss.
Low water absorption protects long-term performance. Automotive and rail cavities are exposed to wash water, road spray, and condensation throughout the vehicle's service life. High water uptake in conventional foams leads to weight gain, softening, and corrosion at the steel interface. Joysun's formulations maintain low moisture absorption, preserving both mechanical integrity and corrosion resistance over decades of service.
Excellent adhesion to automotive steel panels eliminates the need for surface primers or mechanical fasteners. The expanded matrix bonds directly to coated or bare steel through a combination of mechanical interlocking and chemical compatibility, maintaining peel strength even through thermal cycling and vibration fatigue.
Good compatibility with nylon substrates is increasingly important as OEMs integrate polymer pillar inserts and baffle carriers to reduce body weight. Materials that adhere only to steel force engineers to use metal carriers, adding cost and mass. Compatibility with nylon broadens design freedom and supports lightweight body architecture.
High hardness of the expanded adhesive provides structural contribution beyond acoustic function. A higher Shore hardness in the cured foam means the sealed cavity also resists local panel deflection under road load inputs, reinforcing body stiffness in areas where weld access is limited.
Joysun offers four grades of NVH expandable sealant matched to different bake schedules, cavity volumes, and cost targets. Detailed technical data for all grades is available on the product detail page.
NVH182Q-3 has a decomposition temperature of 150°C, making it compatible with lower-temperature bake schedules common in energy-saving paint lines. It delivers 15× expansion at 150°C and up to 18× at 180°C, making it the highest-expansion grade in the range. It combines this with low water absorption, strong adhesion to automotive steel, and good nylon compatibility — suited to large-volume cavities in A/B/C-pillars and rocker panels where complete fill is required in a single pass.
NVH185Q-1B activates at 170°C and provides 10× expansion at 150°C and 12× at 180°C. The distinguishing feature is high hardness of the expanded adhesive, making it appropriate for applications where the sealant must also contribute to structural stiffness — for example, in underbody cavities or sill sections subject to torsional loads. The medium expansion ratio allows precise placement in tighter-geometry cavities.
NVH192Q also activates at 170°C with 8× at 150°C and 10× at 180°C. Its primary advantage is an extended shelf life that reduces inventory management complexity in high-volume production environments and supports longer supply chain lead times without degradation of blowing agent activity.
NVH445Q-3 shares the 170°C activation temperature and 8×/10× expansion ratio of NVH192Q and is positioned as a cost-optimized grade for applications where high expansion ratio or elevated hardness are not required — for example, in secondary sealing positions or under-hood cavities with moderate acoustic demands.
Automotive body cavity sealing is the primary market. Front and rear pillars, rocker sills, A-pillar lower sections, and B-pillar mid-sections are all locations where road noise transmitted through hollow structural members degrades interior quietness. Expandable sealant placed at strategic nodes interrupts the acoustic pathway without adding significant mass or requiring additional assembly steps.
Floor pan sealing addresses low-frequency structure-borne noise generated by road surface excitation. The floor pan transfers vibration energy from the suspension and driveline into the cabin floor; sealant placed in floor pan cavities and hem flanges provides damping mass and seals gaps that would otherwise allow airborne road noise to enter below the carpet.
Pillar reinforcement in premium vehicles often combines a structural foam insert with an expandable sealant to achieve both stiffness and acoustic targets simultaneously. The sealant fills the gap between the reinforcement and the outer panel, preventing resonance from thin unsupported panel areas.
High-speed rail interior panels present requirements similar to automotive pillars but at larger scale. Rail car sidewall cavities and floor structures generate significant broadband noise at operating speeds above 250 km/h. Thermally activated expandable sealant applied during manufacturing eliminates the need for separate acoustic blankets in these cavities, reducing weight and installation labor.
Modern vehicle buyers consistently rank interior quietness among the top factors in purchase satisfaction. Regulatory frameworks in major markets increasingly address pass-by noise limits, pushing OEMs to find mass-efficient acoustic solutions earlier in the design cycle. An expandable sealant approach addresses this at the source — in the body structure — rather than relying entirely on add-on absorbers and barriers that consume interior package space and add weight.
Harshness — the subjective quality of transient vibration events felt through the seat and steering wheel — is directly reduced by increasing damping in structural cavities. A well-sealed B-pillar, for example, shifts panel resonance frequencies away from the range most perceptible to human touch, improving the perceived quality of the body structure without changing its geometry or material specification.
For electric vehicles, where the masking effect of engine noise is absent, cavity sealing becomes even more critical. Road noise, tire cavity resonance, and wind noise — previously inaudible behind powertrain sound — become dominant interior noise sources in EVs. Expandable sealant integrated into the BEV body-in-white from the design stage addresses these pathways systematically.
Zhejiang Joysun Advanced Material Co., Ltd. was established in 2005 and operates production facilities in the Dushangang Chemical Industrial Park in Pinghu, with a total plant area of 32,000 m² and annual production capacity of 70,000 metric tons. The company holds multiple national invention patents and has established a provincial-level postdoctoral research station, supporting custom formulation development for OEM-specific bake schedules, cavity geometries, and substrate combinations.
Joysun's R&D capability covers the full formulation-to-validation cycle: blowing agent selection and loading level, matrix rheology optimization for application method compatibility (manual clip, robot dispensing, injection molding onto carriers), and expansion uniformity testing across temperature gradients typical of real oven profiles. This internal capability means customers can request grade adjustments — decomposition temperature window, expansion rate, post-cure hardness — rather than accepting off-the-shelf compromises.
Beyond NVH expandable sealant, Joysun's product portfolio includes chemical foaming agents, high-performance TPEE, PVC Ca-Zn stabilizers, and composite lubricants — all of which intersect with automotive lightweighting and polymer processing applications. Customers working on integrated acoustic and structural solutions can draw on cross-product technical expertise from a single supplier relationship.
For technical data sheets, expansion curve data at specific bake temperatures, and sample requests, visit the NVH expandable adhesive product page or reach the Joysun technical team directly via the contact page.
